
TopSolid ERP interfész és költségkalkulátor
Gyártott alkatrészek árajánlatának készítéséhez, tervezés közbeni optimalizációhoz, előkalkulációhoz és ERP rendszerekkel való kapcsolat-tartáshoz C# fejlesztett TopSolid alkalmazás. OPTI4.0® szoftveres gyártásoptimalizálási csomagunk egyik izmos tagja. Pénzhez akar jutni? Ne költsön annyit! Optimalizáljon velünk! CAD-CAM Solutions Iparkodjon velünk!
TopSolid - gyártási költségkalkulátor, árajánlat becslő (narrációval)
A videóban egy egyedi fejlesztésű TopSolid alkalmazást mutatunk be, amiben a 3D modell "színezgetésével" tudunk gyártási költséget becsülni. Árajánlatok készítéséhez, előkalkulációhoz nagyon jól használható. A szoftver nem dobozos termék, mert minden gyártó cég egyedi gyártási háttérrel rendelkezik. Pontos eredményt csak "felhasználóra tanítva" tud szolgáltatni a szoftver!
OPTI4.0®
KAPACITÁSBŐVÍTÉS ÚJABB GÉPBERUHÁZÁSOK NÉLKÜL
Gyártásoptimalizáló szolgáltatásunkkal újabb szerszámgépek beszerzése, további műszakok bevezetése, illetve létszámbővítés nélkül lehet 30–100%-os teljesítménynövekedést elérni. A szolgáltatás a meglévő képességekre, gyártási infrastruktúrára építve, illetve ezek kis költséggel történő fejlesztésével hoznak hasznot a felhasználóknak. Ehhez alapvetően a következő területeken szükséges munkához látni, azaz fejlesztéseket végrehajtani. Szükség van egy integrált CAD/CAM/PDM rendszer bevezetésére, illetve arra, hogy a CAD tervező, CAM programozó és PDM termékadat-kezel rendszer „átszője” a teljes gyártási, technológiai folyamatot. Emellett be kell vezetni a szabványszerszámozást, a CAD-ben megmunkálási módozatok szerinti színkód-jelölésekhez CAM makrókat rendelhetünk előre meghatározott technológiákkal, valamint végre kell hajtani a forgácsolási technológiák „sablonosítását”. A technológiai szinten is érdemes fejleszteni a nullpontrendszerek, bemérő rendszerek, robotizálás, az úgynevezett papírmentes gyártás bevezetésével, illetve a CAD/CAM/PDM szoftver és a cég által használt termelésirányítási ERP rendszerekkel való integrációja révén.
CNC kód ellenőrzés
Gyártási dokumentációk
Színkód jelölések
Sablonszerszámozás
ERP integráció
OPTI4.0 szoftveres optimalizálás
OPTI4.0®
MEGOLDÁS "EMBERTELEN" IDŐKRE
Sok forgácsoló cég tervez kapacitásbővítést, de a mostani "embertelen", azaz munkaerőhiányos időkben érdemes alaposan átgondolni újabb gépek beszerzését. Vannak olyan gépberuházás nélküli megoldások, amelyekkel a meglévő termelési teljesítmény akár a duplájára növelhető.

Persze mindenki tudja, hogy Izland soha nem lesz Bolívia vagy Ecuador, de az tény, hogy az északi szigetlakóknak sokáig volt jól jövedelmező bevételi forrásuk az üvegházi banántermesztés. Úgy is mondhatnánk: ezt ügyesen megcsinálták! Párhuzamot vonhatunk az izlandiak módszere, és a székesfehérvári CAD-CAM Solutions Kft. által kialakított OPTI4.0 moduláris gyártásoptimalizáló megoldáscsomag között, hiszen az OPTI4.0 is a meglévő értékekre építve hoz hasznot a felhasználóknak, akik saját műszaki képességeiket és üzemi infrastruktúrájukat fejlesztve, de újabb szerszámgépek beszerzése és szakmunkások, technológusok felvétele nélkül érhetnek el akár 100%-os teljesítménynövekedést. Ahogy az izlandi banántermesztés nem csoda, úgy az OPTI4.0 sem varázsszer, hanem okos folyamat- és szoftvermegoldások, illetve a józan ész alkalmazásán alapuló rendszerfejlesztés.
EZEK A GONDOK
A magyarországi fémforgácsoló-alkatrészgyártó üzemeknek szerencsére nem lehet okuk panaszra, hiszen megbízásból bőven akad, sőt inkább a kapacitáshiány jelent problémát. A kapacitáshiány azonban nem orvosolhatatlan probléma, és amikor egy üzem szembesül vele, viszonylag hamar megszületik a gondolat: gépbeszerzésre van szükség. – Örömteli látni, ahogy a hazai fémforgácsoló cégek, illetve a nagyvállalatok forgácsoló üzemei évről vére bővülnek, és egyre több helyen jelennek meg a korszerű, nagyteljesítményű szerszámgépek. A TopSolid integrált CAD/CAM szoftver hazai forgalmazójaként és mérnöki támogatójaként a fémmegmunkáló cégeket látogatva azonban gyakran halljuk panaszként, hogy ugyan beszerezték a high-end gépeket, csak éppen „embert”, képzett technológust vagy gépkezelő kollégát nem találnak. Szintén negatívumként értesülünk arról, hogy a nagyteljesítményű szerszámgépek kiválóan teljesítenek, a hatékonyság és a termelékenység azonban mégsem „akar javulni”, ezért a gyártási költségek is magasak, illetve a kiajánlott árak esetenként nem versenyképesek. Szerencsére sokan nemcsak megosztják velünk azt, hogy szakmai nehézségekkel küzdenek, hanem be is vonják mérnökcsapatunk a problémák megoldásába. Az elmúlt évtizedben „látott” és megoldott feladatok kapcsán, valamint saját gyártási tapasztalataink alapján egyértelmű vált számunkra, hogy a kapacitások szűkössége és a nem költséghatékony gyártás egy tőről fakadó probléma, amelynek kezelésére nem feltétlenül a jelentős tőkét igénylő gépbeszerzés az elsődleges és legjobb megoldás. Egy új szerszámgép árának töredékéből „csodákat” lehet tenni egy kevésbé hatékony üzemben. Azokat a műszaki megoldásokat, amelyekkel nagyvállalati és kkv partnereinknél jelentős eredményjavulást értünk el, 2017-től OPTI4.0 néven mindenki számára elérhetővé tettük – mondta Takács Imre, a CAD-CAM Solutions Kft. ügyvezetője.
valamint végre kell hajtani a forgácsolási technológiák sablonosítását. Harmadik elemként a technológiai szinten is emelni kell a nullpontrendszerek, a bemérő rendszerek, a robotizálás és az úgynevezett papírmentes gyártás bevezetésének mértékét, illetve a CAD/CAM/PDM szoftver és a cég által használt termelésirányítási (ERP/MRP) rendszerekkel való integrációt. A negyedik munkaterület a monitorozás, vagyis a gépi idők figyelése és nyilvántartása, a rendszeres kimutatások készítése az egyes gépekről, illetve a gépek teljesítményéről, illetve az NC fájlok karbantartása és archiválása.
kezükbe egy megfelelő eszközt. Egy olyan integrált CAD/CAM/PDM-rendszert, de minimálisan egy felső kategóriás CAM-rendszert, amely képes összekapcsolni a tervezőt (a „CAD-est”), a megmunkálás-tervezőt vagy gyártástervezőt (a „CAM-est”) és az üzemi szintet, praktikusan a gépkezelőt. Lényeges, hogy a szoftver szabványelem-kezelése, illetve megmunkálási makró kezelése fejlett legyen és mély műszaki tartalmú, de átlátható operátori lapokat lehessen vele készíteni. Szintén fontos, hogy a CAD/CAM/PDM-rendszer megfelelően kezelje a szerszámozást és a forgácsolási paramétereket a kiválasztott szerszámok és a megmunkálandó alapanyagok függvényében. Az is lényeges, hogy olyan CAM-szoftverre essen a felhasználók választása, amely elbír valamennyi megmunkálási módozattal, illetve a komplexebb gépekkel is, így például a 2,5-tengelyes marógépektől az esztergákon és hajtott szerszámos esztergákon, a huzal- és tömbszikra forgácsoló gépeken át a legnagyobb 5-tengelyes megmunkálóközpontokig. Ha a CAD/CAM/PDM alapok stabilak, és külön csapat végzi a programozást, már jönni fognak ez első eredmények: a gépek termelékenysége szinte azonnal nagyot ugrik majd felfelé, hiszen szinte folyamatosan termelhetnek a berendezések, a helyi programozás, mint mellékidő kiesik a rendszerből. Innen lehet továbbépítkezni. A mellékidők, vagyis veszteségek jelentős része gyakran abból keletkezik, hogy a gyártási folyamat töredezett, sőt szinte nem is nevezhető folyamatnak. Elkészül a 3D modell, amely alapján az NC-programozók megírják az NC-programot, amelyet a hálózaton keresztül vagy valamilyen adathordozóval a gépre töltenek, és elkezdődik a hozzávalók beszerzése: szerszámok, alaptartók, alapanyagok. Előfordulhat, hogy a gépkezelőben kérdések merülnek fel a programmal kapcsolatban és elindul egy kommunikációs csörte közte és a programozó között, amely miatt áll a gép, ráadásul a programozó sem foglalkozhat az újabb, aktuális feladatával. Ha ez így történik, máris borítékolható, hogy a folyamat bővelkedik veszteségekben, pedig mindez elkerülhető – jegyezte meg Takács Imre.

szerszámok összekészítésével foglalkozni. Egy következő forgácsolási feladat szerszámainak, alaptartóinak, alapanyagainak előkészítését egy éppen a gépen futó munka közben időveszteség nélkül el lehet végezni. Egy megfelelő időben indított és érkező impulzus tehát több szálon is elindíthatja a folyamatokat, amelyek aztán a gépnél újra összefutnak. Minderre, vagyis a gyártási folyamat 3D modell alapú menedzselésére a CAD/CAM/PDM-rendszer és a felhasználó ERP/MRP rendszerének integrálásával nyílik lehetőség. A kiindulópont a 3D modell, amelyből minden beszerzési, gyártási, logisztikai információ kinyerhető, az adatok pedig automatizáltan kiküldhetők a felelős területeknek, kollégáknak. Mindez – az egyes cégek saját folyamatainak megfelelően – teljesen egyedivé tehető a szükséges kiegészítő szoftverek írásával, amelyet a CAD-CAM Solutions Kft. és a TopSolidot fejlesztője, a Missler szoftver saját IT-fejlesztőcége is képes megoldani. Emellett megmunkálási és mérőmakrók készítésében is segítséget tudnak nyújtani.
A CAD/CAM/PDM-rendszer és az ERP/MRP rendszerek integrációjának további előnye lehet, hogy a tervezőrendszerből a .step fájl és/vagy a 3D pdf visszacsatolható és akár 30-40 különféle paramétert – idők, méretek, furatszámok stb. – tartalmazó adatcella alakítható ki, amelyek alapján statisztikák készíthetők, illetve összevethetők a előkalkulált és tényleges megmunkálási idők.
tisztázatlan kérdéseket a gépkezelőben, ezáltal rövidítik a beállítási időt. Persze még így is adódhat probléma, ezért érdemes szabályozott csatornákba terelni a kommunikációt. Hasznos megoldás, ha a programozóknál napi ügyeletes kezeli a gépkezelők által jelezett problémákat, de ehhez természetesen az is szükséges, hogy az ügyeletes programozó minden programhoz hozzáférjen. Már az is valódi eredmény, ha az bővebb információ-megosztás papíralapon valósul meg, de még jobb, ha az információáramlás digitalizált, vagyis papírmentes – hangsúlyozta a CAD-CAM Solutions Kft. ügyvezetője.
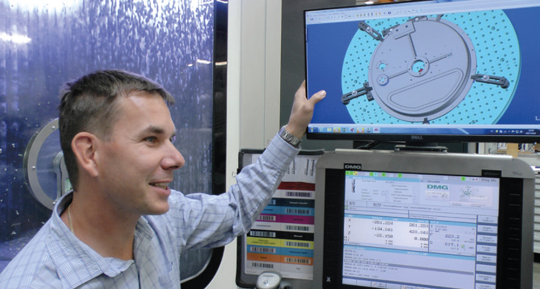
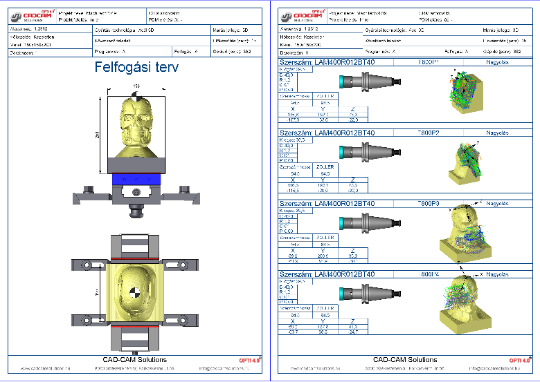
eredményeképpen a szerszámgépek vezérlője fölött elhelyezett interaktív kijelzőkön a gépkezelők hozzáférnek a TopSolid PDM Viewer alkalmazáshoz, amelyben megnézhetik a 2D felfogási terveket és a megmunkálandó alkatrészek 3D modelljét – sőt ez utóbbiakat meg is forgathatják. Azt is az integráció teszi lehetővé, hogy a gépkezelők – ha kérdésük vagy problémájuk akad egy NC-programmal – egy külön erre a célra fejlesztett, átlátható kommunikációs csatornán már úgy tudnak üzenni a programozóknak egy kérdés vagy probléma esetén, hogy a programozók azonnal látják, melyik projektről van szó, és TopSolidban meg tudják nyitni az alkatrész dokumentációját. A gépkezelők a jelzést nem a „bizonytalan jövőbe” küldik. A programozók hang és fényjelzést kapnak, és meghatározott – viszonylag rövid – időn belül kötelező módon reagálniuk kell a bejövő üzenetre. A gépkezelők nem járkálnak be a programozókhoz, és kezelendő probléma esetén is csak az ügyeletes programozót kapacitását kötik le. A gépkezelők emellett a mérési funkciót is gyakran használják, így már nem keresik a programozókat olyan jellegű kérdésekkel, mint hogy a leszorító fej mellett mekkora a hézag, hanem a TopSolid Viewerben egyszerűen rámérnek. A gépkezelőknél flexibilis konzolra rögzített kamera is található, amelyet maguk vagy a munkatér felé fordítva élő videó kapcsolatban is kommunikálhatnak az ügyeletes programozóval. Ezek kiragadott példák, de jól szemléltetik azt, hogy korszerű megoldásokkal felgyorsíthatók a folyamatok és felesleges terheket lehet levenni a programozókról és a gépkezelőkről is, így munkájukra összpontosíthatnak, ezáltal tovább növekszik a termelékenység – mondta Takács Imre

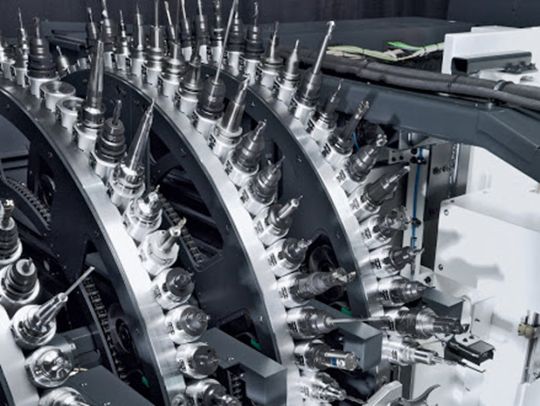
A CAM-programozók mindig egy adott, ismert szerszámkészlettel dolgozhatnak a programok írásakor valamennyi gép esetében, és az egyes szerszámok a TopSolidban hozzárendelhetők különféle alapanyagokhoz, így elkerülhetők a kellemetlen meglepetések. Ez gyorsítja a programozói munkát, a gépkezelői oldalon pedig az az előny, hogy jelentős mértékben szűkül a felhasznált szerszámok félesége, és a sablonszerszámok eleve a szerszámgépek szerszámtárában tárolhatók, tehát nincs – vagy csak alkalmanként van – szükség arra, hogy egy új feladatnál speciális, vagy ritkán használt szerszámokat kelljen összeválogatni. A tűzoltás jellegű szerszámozás elkerülését szolgálja a TopSolid szerszámadatbázisa, a szerszámgép és a szerszámbemérő közötti szinkronizáció is. A mérőgép beméri a szerszámot, majd automatikusan frissíti a TopSolidban, pontosabban azon keresztül a szerveren tárolt adatbázisban a bemért szerszámok listáját. A TopSolidban az is megoldható, hogy a programozó a programozás befejeztével azonnal elküldje a szerszámlistát a gépkezelőhöz, aki – ha van szabadideje – már elkezdheti befogni a szerszámokat, illetve előre tudhatja, ha speciális szerszámra lesz szükség, és nem a megmunkálás előtti pillanatokban kell beszereznie azokat. Szintén az OPTI 4.0 megoldáscsomag része az Eureka NC-program ellenőrző és optimalizáló szoftver alkalmazása. Ez a rendszer – a CAM-rendszerek szimulációival ellentétben – már azt a kódot ellenőrzi, amelyet a gépkezelő ténylegesen elindít majd a gépen, tehát az úgynevezett G-kódot. Ha hibát talál a kódban, automatikus üzenetet küld a programozónak a felfedezett hibáról. Az Eureka a szerszámpályák optimalizálására is képes, így például, ha nagy a fogásvétel, visszaveszi az előtoló sebességet, elkerülve az esetleges szerszámtörést. Emellett – mivel a kinematikát és az anyageltávolítást is képes figyelni – mérési eredményeket is vissza tud szolgáltatni. Az Eureka a hagyományos gyártási rendszerek esetben is hasznos, de egészen biztosan elengedhetetlen eszköz ott, ahol a délutáni és esti műszakban már nem gépkezelők, hanem robotok szolgálják ki a szerszámgépeket. Ilyenkor ugyanis szükség van a maximális biztonságra.

éppen furatkészítésnél pillanatok alatt makrókkal készítheti el az összes fúrást a szerszámokhoz meghatározott technológiákkal. Egy-egy ilyen kattintással esetenként 5-10 percnyi munka spórolható meg, de programok százánál egy egész év során tetemes időnyereséget jelent. A színkódok másik fontos előnye, hogy rendkívül egyszerűen lehet informálni a gépkezelőket a 3D testek egyes felületeinek funkcióiról. A harmadik nyereség pedig az, hogy egy kiegészítő szoftver segítségével a színkódok a munkadarabok dimenziói és az alkalmazni kívánt forgácsolási vagy vágási technológiák függvényében rendkívül pontos díjkalkuláció végezhető el néhány gombnyomással, ami gyorsítja és pontosítja az árajánlatképzést. Elkerülhető vele az alul- vagy túlárazás, ami a piaci versenyben lényeges – hangsúlyozta Takács Imre. Az OPTI4.0 megoldások körében nemcsak a színkódok tesznek láthatóvá dolgokat. A CIMCO monitorozást végző rendszer a szerszámgépek számos teljesítménymutatóját figyeli, és nagyon pontosan megmutatja, hogy egy gép a bekapcsolt állapotához képest mennyit tölt forgácsolással. Ez nemcsak a kihasználtság mérése miatt fontos, hanem azért is, mert lehetőséget teremt utókalkulációkra, illetve a pontosabb árajánlat adásra. A CIMCO-ban a gépkezelők a gépállásokhoz okokat adhatnak meg, elküldve a jelzést a gyártási terület vezetőinek, ami egyrészt az üzemeltetésről, szerszám használatról is értékes információkat ad megfelelő adatelemzés után, de emellett folyamatokat is elindíthat. Például egy szerszámtörés jelzése a szerszámgazdálkodási részleghez is becsatornázható, így az ottani kollégák már elindíthatják a szerszámcsere folyamatát. Ha a programmal kapcsolatos hibajel megy ki a programozókhoz, akkor a programozók azonnal előkereshetik az érintett programot, és késlekedés nélkül reagálhatnak. Az ilyen gyors válaszokkal megfelezhetők a jellemzően 20-30 perces állásidők. Főként akkor, ha a programozó a módosított programot rátölti a gépre, a gépeknél lévő megjelenítő eszközökre pedig elküldi a módosított dokumentációt. „Nagyon sok helyen és nagyon sok módon lehet mellékidőket csökkenteni, hatékonyságot növelni. A lehetőség a 2-3 gépes kkv-k és az akár több száz gépet üzemeltető nagyvállalatok számára is adott. Az OPTI4.0 egy olyan megoldás- és szolgáltatáscsomag, amelynek részelemei külön-külön, illetve fokozatosan bevezetve is alkalmasak arra, hogy fokozzák a termelékenységet. Éppen ezért kisebb lépésekkel is el lehet indulni az optimalizálás útján” – hívja fel a figyelmet Takács Imre a CAD-CAM Solutions Kft. ügyvezetője.
Szerző: Szabó Márton
TopSolid ERP interfész és költségkalkulátor
Gyártott alkatrészek árajánlatának készítéséhez, tervezés közbeni optimalizációhoz, előkalkulációhoz és ERP rendszerekkel való kapcsolat-tartáshoz C# fejlesztett TopSolid alkalmazás. OPTI4.0® szoftveres gyártásoptimalizálási csomagunk egyik izmos tagja. Pénzhez akar jutni? Ne költsön annyit! Optimalizáljon velünk! CAD-CAM Solutions Iparkodjon velünk!
TopSolid - gyártási költségkalkulátor, árajánlat becslő (narrációval)
A videóban egy egyedi fejlesztésű TopSolid alkalmazást mutatunk be, amiben a 3D modell "színezgetésével" tudunk gyártási költséget becsülni. Árajánlatok készítéséhez, előkalkulációhoz nagyon jól használható. A szoftver nem dobozos termék, mert minden gyártó cég egyedi gyártási háttérrel rendelkezik. Pontos eredményt csak "felhasználóra tanítva" tud szolgáltatni a szoftver!